
Produkowanie urządzeń i maszyn pod indywidualne zamówienie jest kosztowne, ponieważ zakłada projektowanie maszyny od nowa. Sposobem na uniknięcie wysokich kosztów jest konstrukcja modułowa, która umożliwia personalizację maszyn przez wymianę modułów, które jak klocki składają się na całe urządzenie.
Już na etapie projektowania można przewidzieć jakich dodatkowych funkcjonalności może potrzebować nasz klient i tak zaprojektować maszynę, aby moduł oferował mu dodatkową funkcjonalność. Dzięki temu możemy być elastyczni pod względem rozwiązań i dopasować maszynę precyzyjnie do oczekiwań klienta.
Projektujemy i produkujemy wówczas bazę, czyli element niezmienny i stały w maszynie, a następnie dokładamy do niego kolejne elementy. W efekcie mamy mniej pracy i mniej kosztów, ponieważ projektujemy dodatkowe moduły, a nie całą maszynę. Jesteśmy zatem bardziej wydajni i bardziej konkurencyjni.
Moduły, o których mowa trzeba połączyć z maszyną. Tak, jak klocki mają odpowiednie mocowania pozwalające połączyć jeden z drugim, a jednocześnie muszą dać się pewnie i szybko zmontować. Dodatkowo potrzebujemy jednak mieć możliwość ich precyzyjnego spozycjonowania względem innych elementów maszyny.

Moduł pozycjonujący GN 355
Idealnym produktem, który służy do tego zadania jest moduł pozycjonujący GN 355. Na przykładzie maszyny montażowej trzpieni ustalających w fabryce firmy Otto Ganter w Niemczech, pokazujemy jakie problemy rozwiązuję wspomniany wyżej moduł i w jakich okolicznościach został zaprojektowany.
 Zdj.1: Wysokowydajna maszyna montażowa w firmie Otto Ganter
Zdj.1: Wysokowydajna maszyna montażowa w firmie Otto Ganter
Przykład zastosowania – gdzie tego używać?
Elesa+Ganter wytwarza produkty na masową skalę. Ma zatem bardzo zaawansowane procesy produkcyjne. To one pozwalają na zachowanie niskich kosztów produkcji i jednocześnie wysoką jakość. Słowem kluczowym jest w tym przypadku „proces”. To dzięki niemu jesteśmy w stanie produkować tak dobre produkty, dostępne w wielu wersjach, przy jednoczesnym zachowaniu niskich cen. Nie jest to jednak takie proste…
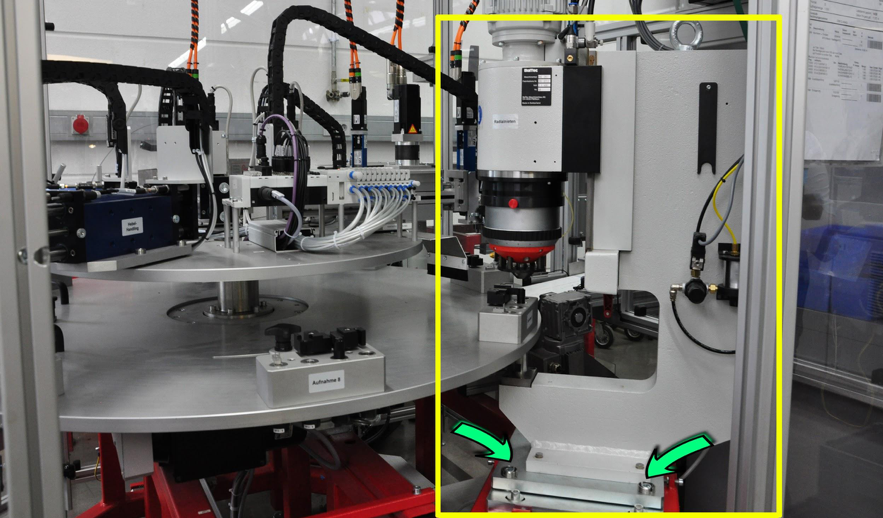
W pierwszym etapie zawsze projektujemy proces, a dopiero następnym krokiem jest zbudowanie maszyny, która ma go zrealizować pod konkretne wymagania. Na zdjęciach powyżej pokazany jest fragment wielogniazdowej maszyny montażowej, która służy do montażu trzpieni ustalających, a konkretnie modelu GN 612, który znajdziecie Państwo w naszej ofercie.
Maszyna na zdjęciu powyżej składa się z obrotowego stołu, na którym zamocowano oprzyrządowanie montażowe. Montowane są w nich kolejne elementy składające się na gotowy wyrób. Każda operacja montażu ma swój element wykonawczy np. widoczną z prawej strony zdjęcia prasę. Jej zadaniem jest zaprasowanie obrotowej dźwigni na szpilce trzpienia w szybki i skuteczny sposób.
Aby cała operacja przebiegała szybko, powtarzalnie i bezbłędnie, dookoła obrotowego stołu znajdują się elementy wykonawcze. Elementy te tworzą gniazda montażowe, na których odbywają się kolejne operacje montażu. Dzięki możliwości obracania się stołu oraz wielu gniazdom montażowym (takim jak prasa do zagniatania) całość przebiega maksymalnie sprawnie. Nie jest to jednak takie proste do uzyskania.
Gdzie jest problem?
Przeanalizujmy to na przykładzie konieczności osiowego wykonania nitu. Innymi słowy, nitownica musi działać osiowo względem umieszczonego na stole obrotowym detalu. Musimy zatem uwzględnić kilka aspektów:
- Dużą i ciężką konstrukcję prasy zagniatającej – ze względu na wymaganą sztywność konstrukcji, będzie trzeba zamontować i ustawić na etapie uruchamiania maszyny u klienta.
- Realizację osiowego działania elementu wykonawczego prasy względem zamontowanego w przyrządzie detalu – czyli poprawnego wykonania zagniecenia.
- Występowanie sił osiowych, będących reakcją na działanie ruchu roboczego prasy – czyli próbujących ją “podnieść”, gdy ta wywołuje nacisk na stół podczas cyklu zagniatania.
- Ruch roboczy prasy, który generuje zmienne obciążenia, działające na jej konstrukcję i mogące być przyczyną powstawania drgań i wibracji. Szczególnie wtedy, gdy czas montażu jest krótki, a siły potrzebne do zagniecenia dźwigni na szpilce trzpienia wysokie.
- Konieczność precyzyjnego i pewnego ustalenia pozycji przyrządu na stole obrotowym względem położenia prasy zagniatającej – wymagana jest wysoka dokładność pozycjonowania.
Nitownica musi mieć możliwość regulacji jej położenia względem obrotowego stołu oraz musi być przymocowana do podstawy za pomocą trwałego, rozłącznego połączenia kształtowego.
Połączenie musi być rozłączne, ze względu na rozmiary urządzenia – nie wniesie się całości do fabryki. Trzeba móc je zatem zmontować z poszczególnych komponentów. Biorąc pod uwagę drgania i konieczność precyzyjnego pozycjonowania, maszyny nie możemy po prostu postawić (użyć siły grawitacji i tylko na niej polegać). Wymagane jest dodatkowe zamocowanie i idealnie nadaje się do tego połączenie gwintowe – np. śruba.
Przykręcenie prasy zagniatającej do ramy urządzenia montażowego (wykorzystanie połączenia gwintowego) musi być odporne na samoczynne rozkręcenie. Uwzględniamy tym samym wpływ drgań, a zgodnie z wytycznymi potrzebujemy wysokiej dokładności pozycjonowania. Konieczne jest zatem zablokowanie możliwości samoczynnego rozkręcenia się połączenia.
Jak można rozwiązać ten problem?
Przyjrzyjmy się jak firma Otto Ganter znalazła gotowe rozwiązanie, dzięki zastosowaniu elementu pozycjonującego GN 355 oraz jak dokładnie, krok po kroku, zrealizowano wymienione wcześniej wytyczne.
 Zdj. 2: Przykład mocowania i regulacji urządzenia w różnych płaszczyznach
Zdj. 2: Przykład mocowania i regulacji urządzenia w różnych płaszczyznach
Na powyższym zdjęciu jest widoczny czerwony stelaż, który jest spawaną konstrukcją wykonaną z kształtowników. Zamocowano do niej grubą i precyzyjnie frezowaną płytę metalową (zaznaczona zieloną strzałką). Czerwony stelaż połączony jest z płytą za pomocą śrub dociskowych z łbem sześciokątnym, które zostały wkręcone w nagwintowane “uszy”.
Śruby dociskowe rozmieszczono w konstrukcji w taki sposób, aby dało się precyzyjnie doregulować położenie płyty względem podłoża na stole. Myśląc w kategoriach osi układu współrzędnych, byłaby to płaszczyzna X-Y. Doregulowanie całej płyty za pomocą śrub dociskowych jest proste i uwalnia konstruktorów z konieczności zachowania precyzyjnych tolerancji, co znacznie podwyższyłoby koszt wykonania urządzenia.
Dodatkowo śruby z łbem sześciokątnym, które są przykręcane od góry płyty, pozwalają zamontować element na stałe. Otwory montażowe w płycie mają większe wymiary niż średnica śruby. Pozwala to ustawić płytę za pomocą śrub dociskowych, a następnie dokręcić ją w celu unieruchomienia i trwałego przytwierdzenia.
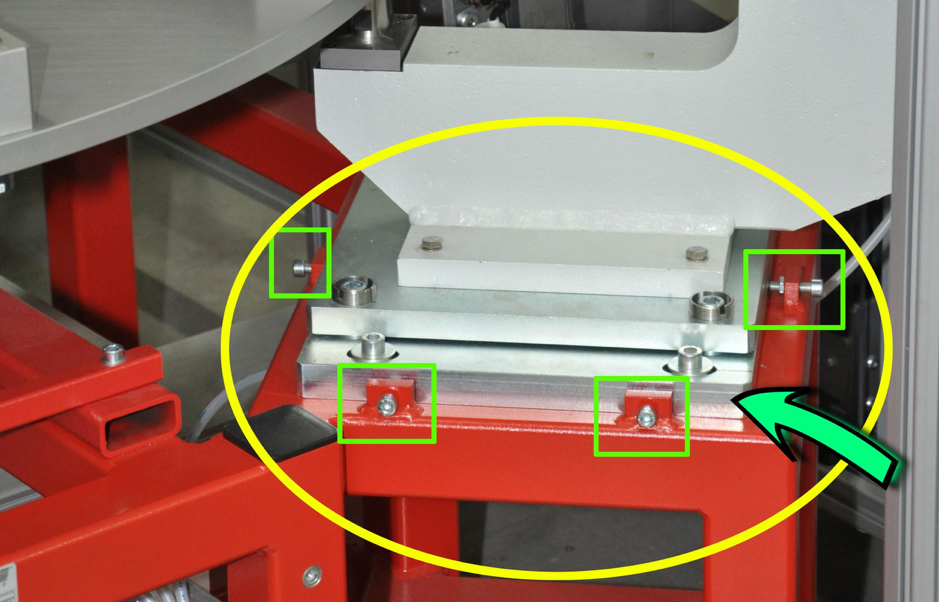
Zrealizowana jest zatem regulacja całej kolumny względem stołu roboczego, czyli położenie kolumny „bliżej – dalej” od stołu oraz „prawo – lewo”. Pozostaje jeszcze ostatnia kwestia – wyregulowania kolumny w płaszczyźnie pionowej, czyli z uwzględnieniem osi Z. Mamy tutaj dwie płaszczyzny – XZ i YZ. Właśnie w tym miejscu wykorzystane są cztery elementy pozycjonujące GN 355, dające możliwość trwałego zamocowania kolumny i jednocześnie jej regulacji. Dwa z nich zaznaczone zostały na zdjęciu nr 3 zielonymi strzałkami.
 Zdj. 3: Elementy pozycjonujące GN 355, służące do precyzyjnej regulacji.
Zdj. 3: Elementy pozycjonujące GN 355, służące do precyzyjnej regulacji.
Na zdjęciu poniżej, pokazane jest dokładne miejsce aplikacji modułu pozycjonującego GN 355, zamontowanego w urządzeniu. W lewym górnym rogu zdjęcia zamieszczony jest rysunek tego elementu. Sprawdźmy teraz jak to działa:
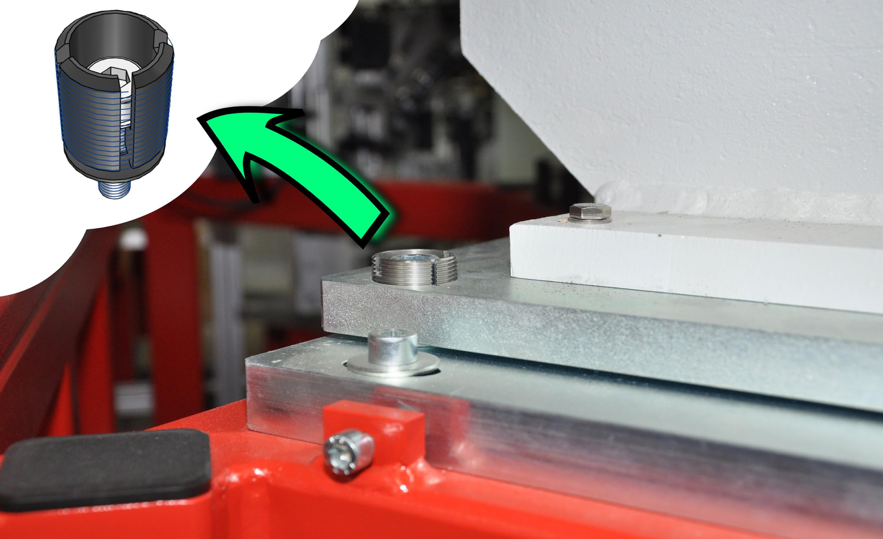 Zdj. 4: Element pozycjonujący GN 355 pozwala wyregulować kolumnę prasy zagniatającej wzdłuż osi pionowej – w płaszczyznach XZ i YZ.
Zdj. 4: Element pozycjonujący GN 355 pozwala wyregulować kolumnę prasy zagniatającej wzdłuż osi pionowej – w płaszczyznach XZ i YZ.
Nagwintowany korpus modułu pozycjonującego GN 355 wkręcamy w płytę, będącą podstawą nitownicy, następnie stawiamy na podkładce sferycznej i całość przykręcamy śrubą mocującą, umieszczoną w osi korpusu. Takie rozwiązanie spełnia jednocześnie trzy funkcje:
- Korpus – regulacja wysokości mocowania płyty,
- Podkładka sferyczna – kompensacja kąta pochylenia,
- Śruba mocująca – trwałe mocowanie całości w ustalonym położeniu.
Sprawdzam! Czy to na pewno będzie działać?
Na początku musimy sprawdzić, czy rozwiązaliśmy wszystkie problemy, które postawiliśmy sobie na początku tego artykułu. Powinniśmy bowiem zamontować i dokładnie wyregulować, duże i ciężkie urządzenie. Mamy to zrobić trwale i w taki sposób, aby podczas pracy było bezobsługowe – nie może się samoczynnie rozregulować. Sprawdźmy to, zgodnie z parametrami dla modułu pozycjonującego GN 355 dostępnego na karcie katalogowej produktu.
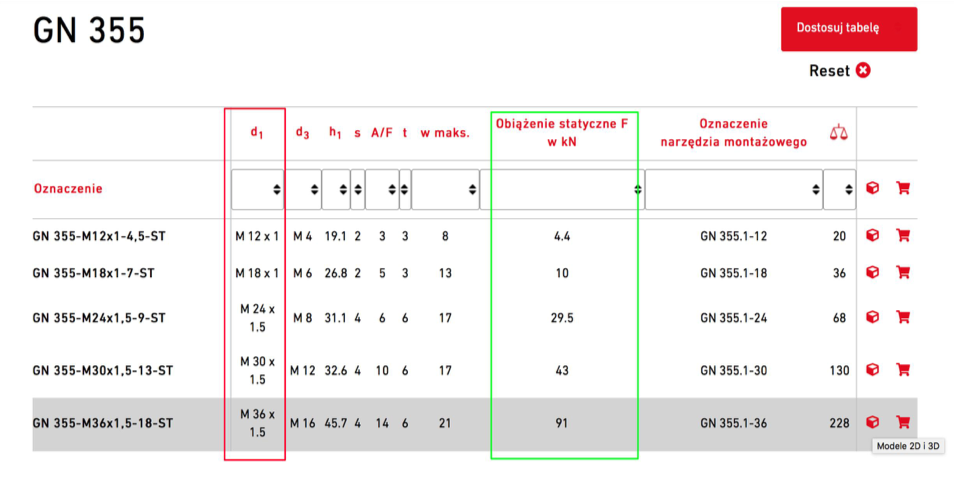 Zdj. 5: Tabela z danymi technicznymi elementu pozycjonującego GN 355.
Zdj. 5: Tabela z danymi technicznymi elementu pozycjonującego GN 355.
W pierwszej kolejności rozważmy obciążalność i wytrzymałość elementu oraz jego zdolność do precyzyjnej regulacji. Przy precyzyjnej regulacji pożądane są duże przełożenia, czyli dużo kręcimy, a mało się przesuwa. Możemy wówczas dokładnie i w prosty sposób ustawić regulowany element urządzenia. Moduł pozycjonujący GN 355 wyposażony jest w drobnozwojny gwint, którego skok w zależności od wersji wynosi 1 albo 1.5. Przy skoku równym 1 mm, po wykonaniu jednego pełnego obrotu korpusu, uzyskujemy więc przesunięcie osiowe elementu regulowanego równe 1 mm, a przy ćwierć obrotu 0,25 mm.
Drobnozwojny gwint to również większa liczba czynnych zwojów przenoszących obciążenie, a tym samym wyższa wytrzymałość mechaniczna połączenia. Największy z modułów pozycjonujących GN 355 wytrzymuje 9100 kG (91 000N) obciążenia działającego w kierunku osiowym. Urządzenie, podobnie jak stół ma cztery punkty podparcia. Stosując cztery moduły pozycjonujące mamy zatem maksymalną nośność, wynoszącą 36 400 kG – czyli bardzo dużo.
W następnej kolejności musimy sprawdzić, czy dobraliśmy właściwie moduł pozycjonujący i nie nastąpi samoistne rozkręcenie. Nie chcemy bowiem, aby zewnętrzne obciążenia (np. ruch roboczy prasy zagniatającej) spowodowały przypadkowe przesunięcie kolumny. Czyli po wyregulowaniu maszyny musimy ją przytwierdzić trwale do podłoża i zapewnić jej bezobsługowe działanie.
Przyjrzyjmy się budowie elementu pozycjonującego oraz sposobie jego montażu.
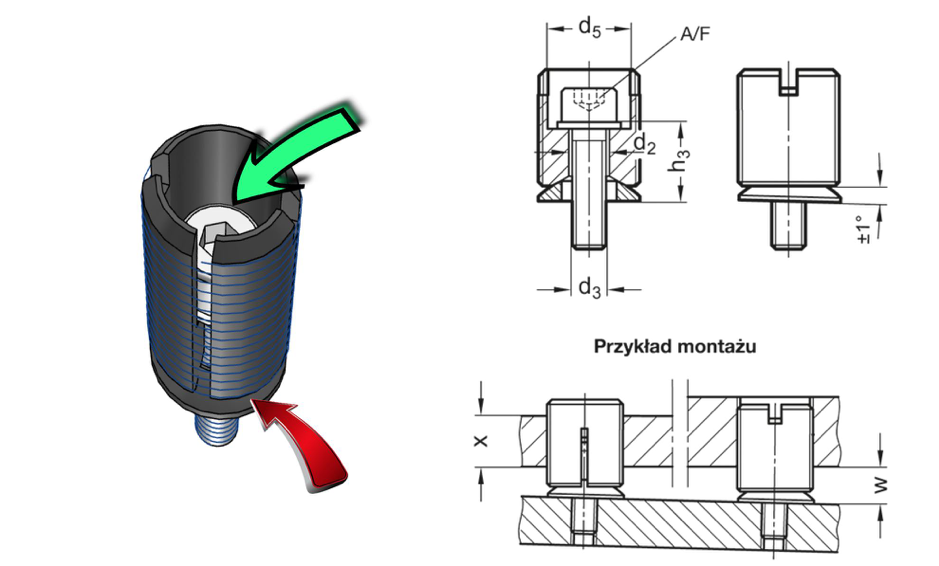 Zdj. 6: Rysunek techniczny modułu pozycjonującego GN 355 wraz z wizualizacją 3D.
Zdj. 6: Rysunek techniczny modułu pozycjonującego GN 355 wraz z wizualizacją 3D.
Pionowe wycięcia w korpusie modułu pozycjonującego, widoczne szczególnie na modelu 3D, pozwalają na zablokowanie możliwości samoczynnego odkręcenia. Element regulacyjny, czyli korpus modułu pozycjonującego wkręcanego w regulowany przedmiot opiera się na sferycznej podkładce (zaznaczona czerwoną strzałką). Śruba zaznaczona zieloną strzałką służy do przykręcenia modułu pozycjonującego GN 355 do podłoża. Patrząc na przekrój modułu pozycjonującego widzimy, że śruba wkręcana jest do podłoża poprzez wewnętrzny otwór w mechanizmie regulacyjnym i otwór w sferycznej podkładce. Śruba z założenia pracuje na rozciąganie, a więc w tym przypadku ściska moduł pozycjonujący i podkładkę sferyczną.
Spójrzmy na kolejne zdjęcie:
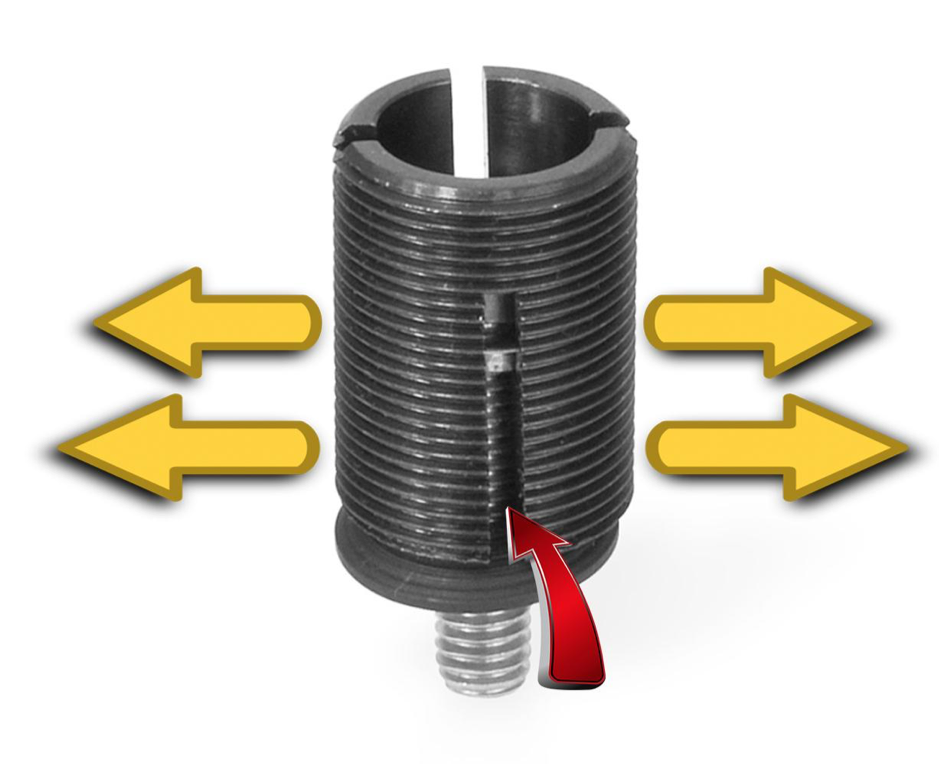 Zdj. 7: Moduł pozycjonujący GN 355 – widoczne nacięcie oraz schemat działania naprężeń ściskających w połączeniu gwintowym.
Zdj. 7: Moduł pozycjonujący GN 355 – widoczne nacięcie oraz schemat działania naprężeń ściskających w połączeniu gwintowym.
Dokręcając śrubę mocującą dociskamy ponacinany korpus modułu pozycjonującego do podkładki sferycznej, powodując jego sprężyste odkształcenie („rozwarcie”).
Dzięki temu moduł blokuje się w gwintowanym otworze płyty mocującej, zapewniając samohamowność i bezluzowe zamocowanie.
Podsumowując…
Moduł pozycjonujący GN 355 to jeden element łączący kilka funkcji (pozycjonowanie, mocowanie i wahliwość), realizujący je z dużą precyzją i wysokich wartościach obciążeń. Przydaje się on szczególnie do mocowania i regulacji podzespołów maszyn, zastępując kosztowne, precyzyjne przygotowanie konstrukcji do ich posadawiania.
Redakcja: Elesa+Ganter Polska
Informacje o pełnej ofercie ELESA+GANTER znajdują się na stronie: www.elesa-ganter.pl
Jeśli nie posiadasz katalogu – zamów.
Kontakt:
Centrala: +48 22 737 70 47
Pomoc techniczna: +48 887 035 500



















