
Podczas tworzenia przyjaznego dla operatora oprzyrządowania często zastanawiamy się jak ułatwić mu wykonywanie pomiarów. Najczęściej mierzymy długość przedmiotów, aby w prosty sposób określić np. miejsce wykonania cięcia. Innym wyzwaniem jest pomiar przemieszczenia w chwili, kiedy potrzebujemy znać dokładne położenie np. ruchomej głowicy, szczególnie, gdy ruch głowicy może być realizowany za pomocą przekładni o nieliniowym przełożeniu.
Maszyna może nie posiadać odpowiednich czujników i oprogramowania pozwalających na wskazanie pożądanej przez operatora wartości. Jej konstrukcja często nie pozwala na zamontowanie skomplikowanego systemu pomiarowego. My jednak musimy wykonać pracę.
Obserwując takie sytuacje opracowaliśmy rozwiązanie, które pozwala na dokonywanie odczytu położenia liniowego, bądź kątowego i jest łatwe do adaptacji na różnego typu mechanizmach maszyn. Pomiar jest wykonywany bezpośrednio na elemencie wykonawczym maszyny,czyli w miejscu, które wykonuje pracę. Zalety tego rozwiązania przedstawiamy w dalszej części artykułu, na przykładzie wdrożenia u jednego z naszych Klientów.
Czym jest i jak działa układ pomiarowy MPI-15?
Układ pomiarowy MPI-15 składa się z centralki sterującej, modułu baterii, czujnika magnetycznego oraz specjalnego liniału, który naklejany jest na modernizowaną maszynę. Liniał może odczytywać przemieszczenie i realizować kilka dodatkowych funkcjonalności. Można dokonywać pomiaru liniowego lub kątowego przemieszczenia ruchomych elementów. Całość zasilana jest baterią, może działać w zapyleniu i zabrudzeniu, mierząc dokładnie i powtarzalnie. Całość w gotowej i działającej formie demonstracyjnej wygląda w ten sposób:

Zdjęcie 1. Układ pomiarowy MPI-15 wraz z naklejonym liniałem magnetycznym M-BAND-10 na prowadnicy liniowej jako demonstracja możliwości.
Układ pomiarowy może działać z dokładnością do 0,1 mm oraz powtarzalnością do 0,001 mm, dzięki czujnikowi magnetycznemu, który porusza się nad liniałem magnetycznym. Czujnik nie ma kontaktu z naklejonym na prowadnicy liniałem – powstała szczelina, która może wynosić do 2,5 mm pozwala na pracę w trudnych warunkach otoczenia.

Zdjęcie 2. Czujnik przykręcony do suwaka prowadnicy. Liniał magnetyczny naklejony jest na profilu prowadzącym suwak. Zielona strzałka wskazuje na szczelinę pomiędzy liniałem, a czujnikiem – nie ma fizycznego kontaktu pomiędzy tymi dwoma elementami.
Niebieska strzałka wskazuje na miejsce naklejenia liniału (dwuczęściowej taśmy magnetycznej). Czerwona strzałka wskazuje na czujnik magnetyczny w kolorze złotym. Jego kompaktowe wymiary i montaż za pomocą dwóch śrub pozwalają na pewne zamocowanie na maszynie. Sam czujnik posiada klasę ochronności IP67, co oznacza, że jest odporny na zapylenie, zabrudzenie, obecność chłodziwa, smarów i wody (nawet pod ciśnieniem). Obecność innych mediów nie powoduje przy tym utraty dokładności pomiarowej. Brak kontaktu czujnika z liniałem gwarantuje brak mechanicznego zużycia poruszających się względem siebie elementów. Liniał składa się z dwóch naklejanych oddzielnie warstw, pozwalających chronić przed uszkodzeniem oraz zapewnić dokładną pracę urządzenia.
Całość przedstawia zdjęcie:
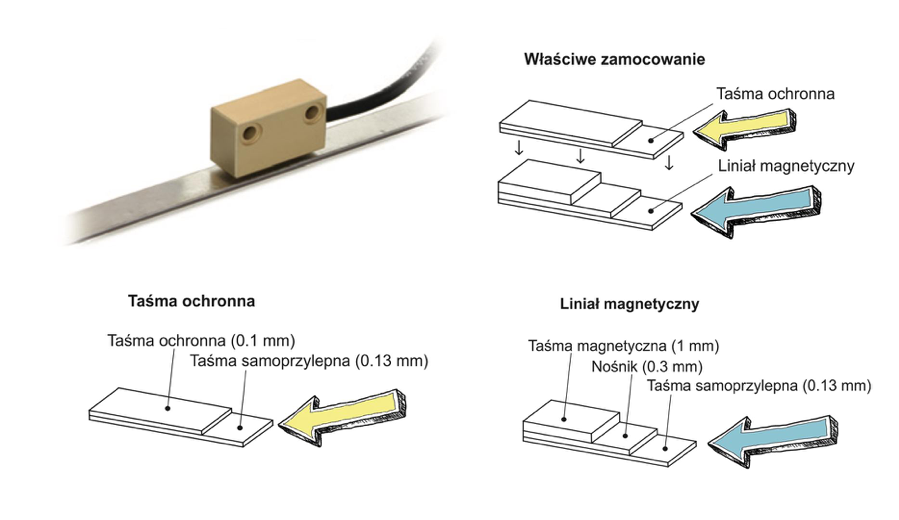
Zdjęcie 3. Czujnik magnetyczny i liniał M-BAND-10 wraz z wyszczególnionymi elementami – taśmą ochronną i liniałem magnetycznym (naklejanymi oddzielnie).
Jednostka sterująca ma kompaktowe wymiary i jest przygotowana do zabudowy na panelu lub szafie sterowniczej maszyny. Front wyświetlacza posiada stopień ochrony IP 54. Baterię zasilającą można zamontować w otworze wewnątrz szafy sterowniczej lub panelu obsługowym. Przewód łączący obudowę baterii i jednostkę sterującą nie pozwala na jej swobodne umiejscowienie wewnątrz szafy sterowniczej.
Układ pozwala na podtrzymanie wszystkich zaprogramowanych ustawień do 60 sekund po odłączeniu zasilania na czas wymiany baterii. Jej trwałość przy ciągłym użytkowaniu urządzenia wynosi około 1,5 roku. Urządzenie można wyłączyć używając przycisku OFF na panelu sterowniczym, kiedy nie potrzebujemy mierzyć odległości. Wynik pomiaru zostanie zachowany w pamięci urządzenia i wyświetli się po ponownym włączeniu jednostki sterującej. Nie możemy jednak w tym czasie regulować maszyny.
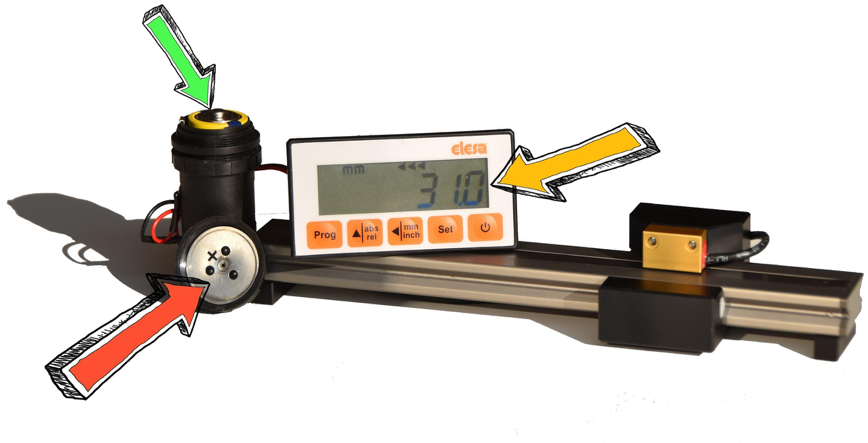
Zdjęcie 4. Urządzenie z odkręconą obudową pokazującej działanie podtrzymania zasilania podczas wymiany baterii.
Zielona strzałka wskazuje baterię potrzebną do działania urządzenia (bateria typu C – dostępna w każdym sklepie), zaś czerwona strzałka pokazuje zakrętkę obudowy baterii pozwalającej na jej szybką wymianę. Pomarańczową strzałką oznaczono wyświetlacz informujący o aktualnej pozycji czujnika. Układ posiada system samodiagnostyki oraz diodę sygnalizującą konieczność wymiany baterii. Z poziomu programowania można wyświetlić zmierzoną wartość napięcia baterii, co pozwala ocenić stopień jej zużycia.
Urządzenie jest programowalne oraz pozwala w prosty sposób mierzyć odległość lub przemieszczenie kątowe. Jest przy tym wyjątkowo powtarzalne i działa z maksymalną prędkością do 5 m/s. Długość całego zestawu może liczyć nawet 20 000 mm, a układ samodiagnozy dba o bezbłędną pracę. Operator może wyświetlać wartości absolutne lub relatywne. Gdy potrzebuje zmierzyć wymiar od innej niż ustalona przez programistę bazy, może to zrobić używając jednego przycisku.
Typowym przykładem zastosowania układu pomiarowego MPI-15 jest liniowy pomiar odległości zderzaka od piły. Rozwiązanie takie prezentuje poniższy film:
Niestandardowe zastosowanie – przykład wdrożenia u naszego klienta
Przedstawiamy koncepcję praktycznego rozwiązania problemu regulacji w maszynie gwoździarskiej, pracującej w fabryce jednego z naszych klientów. Problem polegał na braku wskazania bieżącego ustawienia maszyny, a tym samym precyzyjnego określenia jaki typ gwoździa w danej chwili wykonuje. Różne rozmiary gwoździ powodują, że można łatwo popełnić błąd w ocenie, bez zatrzymania maszyny i fizycznego zmierzenia np. średnicy łba gwoździa.
W pomiarze wykonywanym bezpośrednio na mechanizmie regulacji przeszkadzało jej nieliniowe działanie, uniemożliwiające użycie wskaźników położenia. Warunkiem wykonania modernizacji była łatwość montażu urządzenia pomiarowego oraz wysoka bezobsługowość rozwiązania w warunkach drgań, zapylenia i łatwego dostępu do czujnika przez operatora. W chwili pisania artykułu prezentowana koncepcja jest w trakcie realizacji po akceptacji i sprawdzeniu warunków technicznych.
Wnętrze maszyny i planowany sposób zamocowania pokazany jest na zdjęciach poniżej:

Zdjęcie 5. Mechanizm regulacji maszyny zrealizowany za pomocą siłownika elektrycznego
Strzałki wskazują na układ, który wymaga zamontowania systemu pomiarowego. Czerwona strzałka wskazuje na siłownik elektryczny, którego wysuw porusza dźwignię wskazaną przez żółtą strzałkę. Ruch dźwigni zmienia średnicę gwoździa w maszynie. Na podstawie średnicy gwoździa dobierane są jego pozostałe parametry. Modernizacja siłownika nie wchodziła w grę. Wymagane było rozwiązanie pozwalające dokonywać pomiaru dokładnie na dźwigni regulacyjnej, zaznaczonej żółtą strzałką. Operator zmieniając średnicę gwoździa niemal automatycznie zmienia pozostałe parametry. Wystarczy zatem znać średnicę, aby wiedzieć jaki dokładnie produkt jest w danej chwili wytwarzany.
Najprostszym miejscem do zamontowania układu pomiarowego jest wskazane żółtą strzałką miejsce mocowania ramienia dźwigni. Ramię dźwigni obraca się, zatem pomiar liniowy nie jest tutaj najprostszym rozwiązaniem. Można jednak wykorzystać możliwość pomiaru kątowego, które oferuje układ MPI-15. Taki właśnie pomysł zostanie w tym przypadku zrealizowany. Zdjęcie poniżej wskazuje na miejsce mocowania stelaży, służących do zamontowania czujnika magnetycznego oraz liniału M-BAND-10.
Całość pozwoli na przetworzenie ruchu maszyny na sygnał, a następnie wyświetlenie dokładnej wartości na wyświetlaczu.
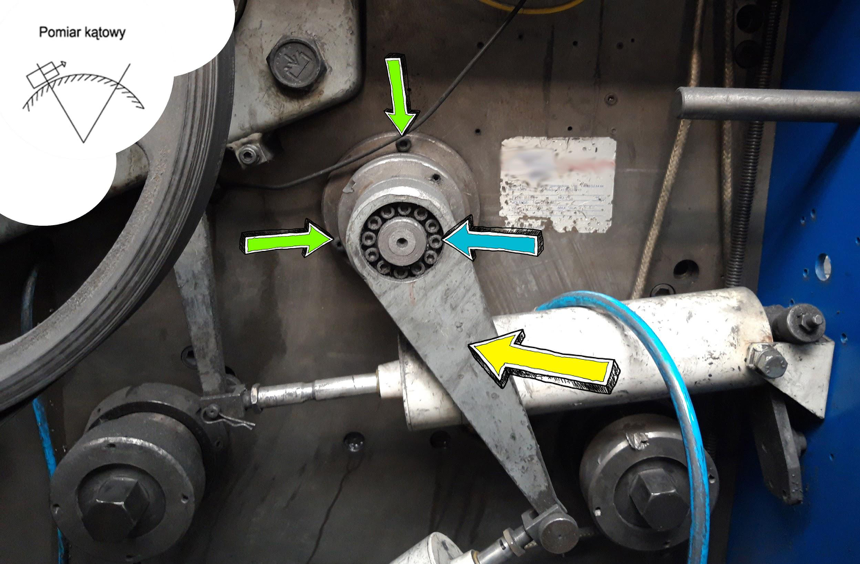
Zdjęcie 6. Zbliżenie na ramię dźwigni poruszanej przez siłownik elektryczny, wywołującej zmianę średnicy łba gwoździa.
Żółta strzałka wskazuje na ramię dźwigni – analogicznie do poprzedniego zdjęcia. Niebieska strzałka wskazuje na szereg śrub z łbem walcowym i gniazdem sześciokątnym. W tym miejscu zostanie zamontowany stelaż, na którym naklejony zostanie liniał M-BAND-10. Liniał będzie służył do pomiaru kąta o jaki obróci się ramię dźwigni. Zielone strzałki wskazują na śruby mocujące oprawę łożyska do korpusu maszyny. W tych miejscach zamocowany zostanie stelaż, na którym znajdzie się czujnik magnetyczny. Stelaż zbudowany będzie z półokrągłej podstawy oraz ramienia, na którym zamocowany będzie czujnik magnetyczny MPI-15.
Stelaż do mocowania liniału będzie zbudowany jako wytoczona tarcza z otworami, pozwalającymi zamocować ją w punkcie wskazanym niebieską strzałką. Liniał będzie naklejony na cylindrycznej powierzchni tarczy tak, aby można było realizować pomiar kątowy, tak jak na rysunku umieszczonym w lewym górnym rogu zdjęcia.
Cylindryczna powierzchnia tarczy musi być równa, aby poprawnie nakleić liniał magnetyczny. O ile aplikacji nie straszne są zabrudzenia czy drgania podczas pracy, o tyle liniał musi być naklejony na równej powierzchni i pod żadnym pozorem nie może być nigdzie załamany czy wypukły. W przeciwnym razie urządzenie będzie wskazywało błędne wartości.
Podsumowanie metody doboru elementu:
Warunki, wytyczne oraz szczegóły aplikacji w odniesieniu do możliwości układu pomiarowego MPI-15:
- Układ regulacji maszyny nie posiada liniowego przełożenia, dlatego konieczne jest aby wiedzieć, w którym miejscu znajduje się element wykonawczy. W tym wypadku ramię dźwigni mechanizmu regulacji.
- Urządzenie MPI-15 ma możliwość pomiaru kątowego, który został tutaj wykorzystany. Mechanizm regulacji przy pomocy obrotowej dźwigni wymusił ten sposób montażu.
- W aplikacji występuje zapylenie oraz drgania. IP 67 czujnika magnetycznego oraz wysoka maksymalna odległość między czujnikiem, a liniałem magnetycznym (2,5 mm) pozwalają temu sprostać. Brak kontaktu pomiędzy liniałem a czujnikiem gwarantuje brak tarcia pomiędzy powierzchniami – nie występuje mechaniczne zużycie współpracujących powierzchni.
- Urządzenie MPI-15 działa na zasadzie pomiaru ruchu względnego liniału i czujnika. Nie było znaczenia, czy to czujnik magnetyczny będzie wykonywał ruch roboczy, czy liniał. W tym wypadku to liniał obraca się na elemencie wykonawczym, a czujnik zamontowany jest w stałej pozycji.
- Nie było potrzeby mierzenia konkretnej średnicy łba gwoździa. Modernizacja służyła pokazaniu wskazania, które przypisane zostało do wymiaru produktu. Czyli po wyświetleniu wartości X powstawał produkt 1. Przy wyświetlaniu wartości Y powstawał produkt 2. Przy pomocy tabeli przygotowanej na podstawie testów przez dział Technologii, operator dokładnie wie jaki produkt wytwarza. Dosłownie, ma to przed oczami.
Chętnie pokażemy rozwiązanie u Państwa w firmie i zastanowimy się nad tym jak mogłoby ono pomóc w mierzeniu przemieszczenia liniowego lub kątowego. Nasi Doradcy Techniczni to przede wszystkim Inżynierowie z praktyką warsztatową i konstruktorską, którzy pomogą dobrać rozwiązanie tak, aby działało bezawaryjnie. Przykład z tego artykułu jest tego potwierdzeniem.
Redakcja: Elesa+Ganter Polska
Informacje o pełnej ofercie ELESA + GANTER znajdują się na stronie: www.elesa-ganter.pl
Jeśli nie posiadasz katalogu w wersji papierowej – zamów
Kontakt:
Centrala: +48 22 737 70 47
Pomoc techniczna: +48 887 035 500



















